E3D-v6 Assembly
Assembly of the E3D-v6 HotEnd should be an easy process that takes no more than half an hour. Please follow the instructions on this page carefully to ensure that you assemble the HotEnd correctly.
Contents
What’s in the box
What you need
- 16mm Spanner
- 7mm Spanner
- Pozi-Drive Screwdriver
- M2.5 Hex Wrench — we supply these in the kit when possible
Warnings — Please Read!
- The HeatBreak is fragile. If you are using a large spanner, hitting it with a hammer, etc. It will break.
- If you are not using a thermistor cartridge, be careful with the thermistor, it is small and fragile. Be gentle with the legs. The bead is made of glass — don’t crush! It is also very small, so don’t breathe.
- Cable-tie all cables together as additional strain relief. It is important to ensure the wires of the fan and the red/black section of the thermistor cable are cable-tied and strain relieved in such a way that they cannot come into contact with the heater block at any time.
- You are dealing with high temperatures — the HotEnd gets hot, and may be off your printer when you do the initial tightening. If you touch it, you will get burned!
- You are dealing with high currents, make sure you double check all your wiring and your power supply rating. It is not recommended to work on anything whilst it is plugged in. Bad wiring with improper current ratings can cause fire.
- Be sure you have ordered (and received!) the correct voltage heater and fan to match your 3D printer. If the heater cartridge specification is not lasered onto the cartridge, you can easily check with a multimeter, this is described in the #Heater_Cartridge section. Connecting 12v parts to 24v power can result in overheating, component damage or fire.
- The E3D-v6 is a high performance HotEnd, capable of reaching a wide range of temperatures. The temperatures that ignite some plastics are within the normal printing temperatures of other plastics. If you only plan on printing ABS, PLA, and/or Nylon, it is recommended that you set your heater cartridge “MAX_PWM” to 150 in your firmware, in order to limit the E3D’s heater to a range suitable for these plastics. If you are not printing materials requiring
Assembly Steps
HotSide

Screw Nozzle into the Heater Block into the end closest to the thermistor holes. Unscrew the Nozzle a 1/4 to a 1/2 turn.

Screw the Heat Break into the other side of the Heater Block so it is butts up against the nozzle.

Gripping the Heater Block with a spanner, tighten the Nozzle with a second spanner. Do not over-tighten, we are going to tighten it up later when the heater block is hot.
Thermistor
We have moved away from the tedious sleeving, washer & screw arrangement for mounting our thermistors to our high-performance cartridge style sensors.
- If you have a new-style block and cartridge sensor keep reading.
- If you need the old-style instructions, they can be found on the E3D-v6 Assembly (Old Wiring) page.
- If you want to understand more about the various sensor options for E3D-v6 read the Temperature Sensor Documentation.
- Cable-tie all cables together as additional strain relief. It is important to ensure the wires of the fan and the red/black section of the thermistor cable are cable-tied and strain relieved in such a way that they cannot come into contact with the heater block at any time.

Simply slide the sensor cartridge into the heater block and use the supplied M3 grub screw to fix the cartridge into place. Tighten the grub screw until it just touches up against the cartridge, then do one more half turn.
It is important not to over-tighten the screw against the relatively soft copper cartridge, doing so can cause a range of annoying problems:
- Deformation of the cartridge making it hard to remove at a later date
- Cracking of the potting ceramic resulting in poorer thermal response or in extreme circumstances, short circuit.

Heater Cartridge

If you have one, grab a multimeter and check the resistance of your heater cartridge against the table below. Expect your value to deviate a little from these, a difference of around plus or minus 5W is fine, however if yours is significantly off or you are concerned you have the wrong cartridge please get in touch.
| P\V | 12v | 24v |
| 40w (Red Leads) | 3.6Ω | 14.4Ω |
| 25w (Blue Leads) | 5.76Ω | 23.04Ω |
| 30w (Blue Leads) | 4.8Ω | 19.2Ω |
Insert the Heater Cartridge with the leads exiting the block the same side as the thermistor. Centre the cartridge in it’s hole in the block.

Tighten the clamping portion of the heater block around the heater cartridge with the longer M3x10 screw. As in the photo below you should be able to see very slight deformation of the heater block clamp as it wraps around the cartridge for maximum thermal contact.
Note: The manufacturing process for heater cartridges often results in a degree of irregularity in both diameter and roundness. This is why we use a clamp, to accomodate this and ensure that in spite of the variation we get maximum thermal contact. If you do struggle to get a firm clamp on the cartridge try rotating it. A washer under the head of the M3 screw will enable you to get a much higher clampling load.
Thermal Compound

From mid-September 2015 all E3D-v6 HotEnds will be supplied with a small sachet of thermal compound. This improves heat-transfer from the heat-break threads to the heat-sink for slightly better thermal performance in marginal cases. The thermal compound should be spread evenly across the threads of the heat-break, only on the cold-side of the heat-break that screws into the heat-sink. The compound should not be used on any of the threads on the hot-side of the heat-break. The small sachet of compound contains more than is needed for one HotEnd, so don’t feel like you need to use all of it.

Screw the HeatSink onto the HeatBreak by gripping the heatsink in one hand and the heater block in the other. It only needs to be tightened up hand-tight. Do not overtighten.
PTFE Tubing (Where Applicable)
1.75mm Universal (with Bowden)

Insert PTFE Tubing
- These steps apply only to 1.75mm Direct, 1.75mm Bowden, and 3mm Bowden users. 3mm Direct does not use any PTFE tubing.
- The PTFE tubing in the 1.75mm Direct configuration is not optional, you must use the tubing or the HotEnd will not function properly.
- The tubing should be inserted from the top of the now assembled hotend and pushed as far down into the hotend as possible.
- In the 1.75mm versions the PTFE tube actually runs through the Heat Sink and into the Heat Break, please ensure the tubing as seated as deep into the hotend as possible.

In 1.75mm HotEnds the tubing passes right through the heatsink and into the heatbreak. Below is an illustration of how far down the PTFE tubing must extend. The photo below is not an assembly step, just an illustration of what should be happening inside your hotend.
3mm Bowden

In the 3mm Bowden version the PTFE tubing pushes into the top of the heatsink and stops inside the heatsink.
PTFE Recommendations

- On bowden systems it is especially helpful to ‘lock in’ the PTFE tubing so that it cannot move around during retraction, this increases reliability, and gives much better retraction performance in general. To do this, push the PTFE firmly into the hotend, while pulling upwards on the black collet that retains the tubing. This locks the tubing into place so that it cannot move during retraction. It is important to do this at both ends of the tube.
- To release the tubing from the heatsink simply press down on the black or grey collet in the top of heatsink while pulling on the tubing.
- In 1.75mm Direct configurations thought should be given to running the PTFE right up as close to the hobbed bolt/drive gear as possible as this provides the easiest loading and the best performance with all filament types. However if you do not wish to run PTFE up to the hobbed bolt or drive gear you can simply cut the tubing off flush with the top of the hotend.
- Shown below is a cutaway illustration of how an optimal PTFE configuration might look in a wades type extruder. The PTFE tubing extends right up to the hobbed bolt.
Fan & Duct

- Figure out which way up you want the fan-duct to sit on the HotEnd given your particular mounting arrangements. We recommend mounting it with the over-hang at the top. If you have it hanging down however, please keep it clear of the heater block.
- Remove the fan duct from the HeatSink.
- Screw the screws into the fan such that the ends are just protruding from the other side of the fan. The sticker of the fan must face the heatsink to blow air over the heatsink.

Using the 4 Plastfast screws, attach the fan to the fan-duct such that the wires exit the fan in a convenient location — preferably such that it can be bundled in with the thermistor and heater cartridge cables.
It can sometimes take quite a lot of torque to get the screws all the way in. Be sure to select a screwdriver that is a good fit or you risk striping the heads of the screws.

Clip the fan duct to the HeatSink.

- Cable-tie all cables together as additional strain relief.
- It is important to ensure the wires of the fan and the red/black section of the thermistor cable are cable-tied and strain relieved in such a way that they cannot come into contact with the heater block at any time.
- Fan should be wired directly to a 12v power supply and be constantly running. Do not connect to a «Fan» output of a controller board or similar, these are for fans that cool the printed object, not a hotend fan which needs to always be running.
Configure Firmware (Easy!)
In the following stages we are going to configure the HotEnd in firmware then go on to do the final hot-tighten of the HotEnd. This can be done either on or off your printer, however where practical we recommend doing it off your printer, then mounting.
Connect the heater-cartridge and thermistor to your electronics board. Please refer to the documentation specific to your electronics for Pin-Outs and other technical information which may be relevant to the HotEnd installation.
Marlin
Reconfigure your firmware for the Semitec 104GT2 thermistor: In configuration.h:
- #define TEMP_SENSOR_0 5
For safety it is strongly recommended to do the following:
- Set the minimum temperature to detect bad wiring (HEATER_0_MINTEMP 5 in configuration.h)
In newer versions of Marlin there are extra features for Thermal Runaway Protection should your thermistor come loose.
Upload the new firmware to your electronics.
Repetier
Use thermistor definition number 8:
- #define EXT0_TEMPSENSOR_TYPE 8
Or select «ATC Semitec 104-GT2» if using the Online Configuration Tool (v091)
For safety it is strongly recommended to do the following:
- Set the Minimum defect temperature to ensure that the thermistor shorting out is caught by the firmware.
New in Online Configuration Tool (v092) are the two options to also improve safety:
- Decouple hold variance and Decouple min temp. rise to detect the thermistor coming loose. These must be set appropriately for your system to ensure that they work properly.
Upload the new firmware to your electronics.
Smoothieware
Use thermistor definition “Semitec”:
- temperature_control.hotend.thermistor Semitec
Upload the new firmware to your electronics.
RepRapFirmware
Edit the M305 P1 command in file sys/config.g on the SD card (you can do this in the web interface).
— For firmware versions 1.16 and earlier, set the B parameter (beta value) to 4388. This value gives better accuracy at typical printing temperatures in the range 190 to 250C than the B value of 4267 quoted in the datasheet.
— For firmware versions 1.17 and later, set the B parameter to 4725 and the C parameter to 7.06e-8.
Restart the electronics to process the new config.g file.
PID Tuning
- Connect to the printer
- Run M303 to autotune your PID — check out Thomas Sanladerer’s video guide for more information. Please note that not all firmwares support autotune, and you may need to tune manually.
- Set the HotEnd temperature to 285ºC. If you did not do a PID tune, then approach this temperature slowly, exceeding 295ºC will permanently damage the thermistor.
Final Tightening

- When the HotEnd is at tempereature, tighten the nozzle whilst holding the heater block with a spanner. This will tighten the nozzle against the HeatBreak and ensure that your HotEnd does not leak. You want to aim for 3Nm of torque on the hot nozzle — this is about as much pressure as you can apply with one finger on a small spanner. The nozzle does not need to be torqued down incredibly tightly to form a good seal, when at lower tempreatures the aluminium will contract and hold the Nozzle and HeatBreak together.
You are now ready to mount the HotEnd to your printer. Happy Printing!
Usage Guidance
In general the E3D-v6 hotend is highly tolerant of most printing conditions and is designed to accept the vast majority of filaments on the market. There are however some things to be aware of:
Система водяного охлаждения радиатора E3D V6 для принтеров с кинематикой Ultimaker
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Хочу вынести на ваш суд свой вариант системы водяного охлаждения, которую я установил и успешно эксплуатирую уже довольно долгое время. Сразу хочу сказать, что проект коммерческий, однако настолько прост, что в принципе любой, кто владеет навыками работы в программах САПР, сможет при желании создать подобную систему для себя самостоятельно. Тем более что использовались уже готовые решения.
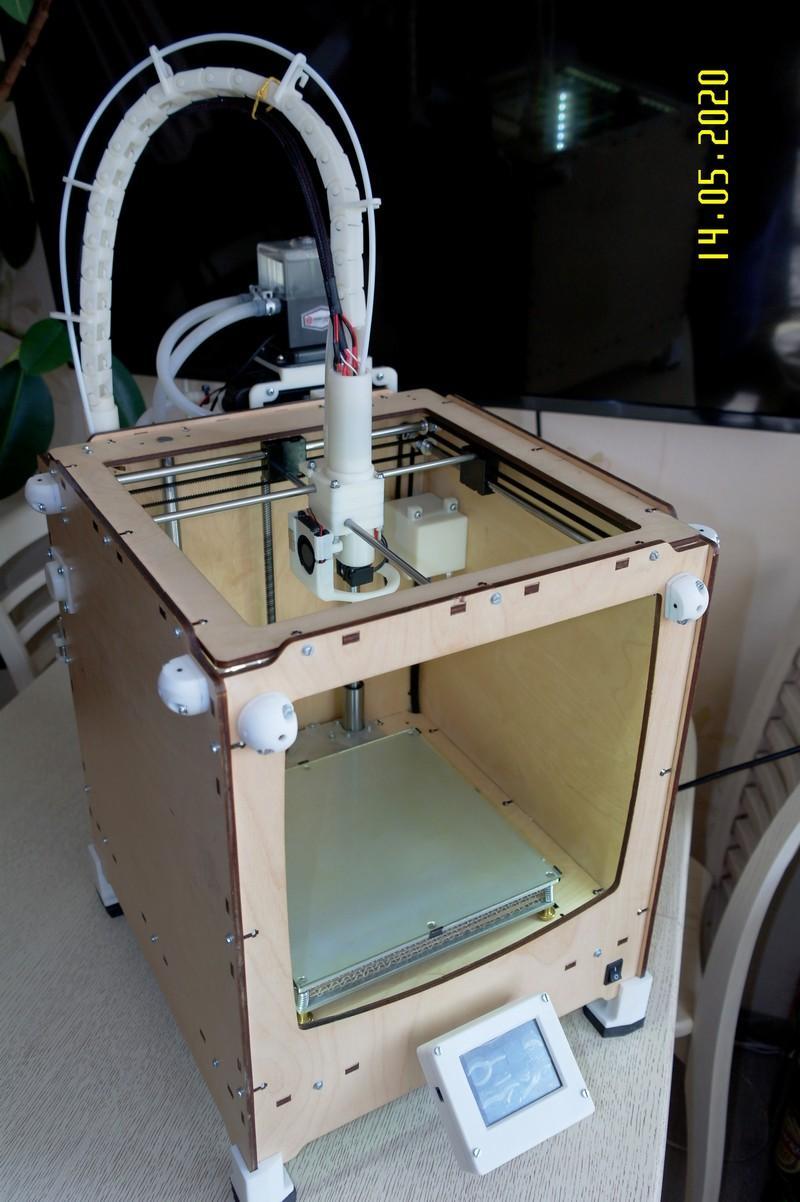

Задача, которую я себе поставил, когда решился на подобную серьезную, в общем-то, доработку была такова: создать систему, которую можно было бы сразу установить на принтер, не занимаясь экспериментами на нем самом. Конечно же, испытания проводились, но все они велись на столе, а принтер все это время находился состоянии готовности.
В основе лежит доработанная модель рубашки для радиатора E3D V6 предложенная Philip Charlesworth (Barnabybear) и установленная на каретку разработанную E3D Online для принтеров Ultimaker 2.
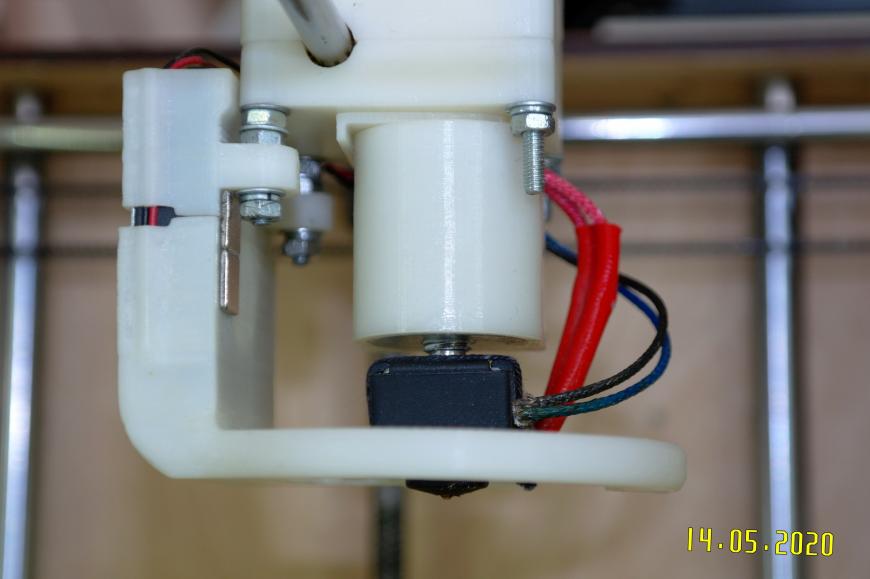
Должен сказать, что поначалу у меня были сомнения в надежности напечатанного корпуса для радиатора, однако никаких проблем за все время эксплуатации (порядка полутора лет) не возникло. Нынешнее состояние рубашки хорошо видно на фотографии.
Ниже описаны параметры, с которыми велась печать деталей СВО с комментариями.
Материал – ABS от BestFilament (2,85).
Качество пластика неплохое, но вот диаметр прутка, к сожалению, может гулять очень сильно. Вплоть до невозможности использования в системе bowden.
Можно печатать соплом диаметром 0,4мм (возможно даже лучше), но так как разные слайсеры режут модели по-разному, то при любом диаметре сопла и настройках следует предварительно просматривать слои в слайсере на отсутствие явных щелей и дырок. Например, программа Simplify3D где “продырявила” (водится за ней такой грешок) штуцеры при подготовке в слайсере, так там потом эти дырки принтер и “напечатал“, а старенькая Cura 15.04 успешно нарезала модель с первого раза.
Градус сопла: первый слой — 235, последующие – 225, обдув — 20% со второго слоя.
Высота слоя для штуцеров — 0,12мм.
При печати корпуса можно выставить слой – 0,2мм
Толщина дна, стенки корпуса для сопла 0,5мм — 2мм (качество нарезки стенок перед печатью опять же следует проверить в слайсере и при необходимости подобрать лучший параметр).
Масштаб — 100,2 % (подбирается по плотной посадке нижнего ребра радиатора на обрезанной в слайсере модели).
Штуцеры отлично печатаются без поддержек. После печати с поддержками при их отламывании повреждается слой пластика. Это хорошо было видно при просвечивании фонарем напечатанной половинке штуцера.
Конечно же, нужна постобработка деталей имеющих отношение к воде парами ацетона, однако детали установленной на данный момент и хорошо работающей до сих пор системы обрабатывались перед склейкой только лаком Plastik 71 и растворенным в ацетоне ABS.
После склеивания деталей нужно выдержать паузу в несколько дней для полного высыхания клея (ацетон + ABS), так как его слой может оказаться довольно большим, ведь при обработке детали надфилем можно и ошибиться немного.
Перед сборкой каждую склеенную деталь следует проверить на герметичность путем наполнения водой и создания небольшого давления. Очень маленькие протечки при тесте можно расшить и запаковать тем же клеем и лаком (проверено временем). Но если деталь явно течет (это может касаться плохо напечатанных штуцеров), то нужно подготовить ее с другими настройками или в другом слайсере и перепечатать.
Герметичность корпуса радиатора достигается за счет 2-х силиконовых колец (22х1,5мм и 19х1,5мм). Герметик при сборке не применялся. Резиновые кольца использовать не рекомендую, так как они сохнут со временем и в дальнейшем возможны протечки.
Конечно идеален был бы фрезерованный корпус из алюминия, однако и напечатанная модель доказала свою надежность. Главное преимущество, что все можно собрать дома “на коленке“. Вес головы увеличился примерно на 110-120гр по сравнению с обычной версией с вентилятором.

Принтер не разгонял. Я печатаю со скоростью не превышающей 70мм/сек, так как во главу ставлю качество печати. Высокотемпературными пластиками печатать не пробовал.
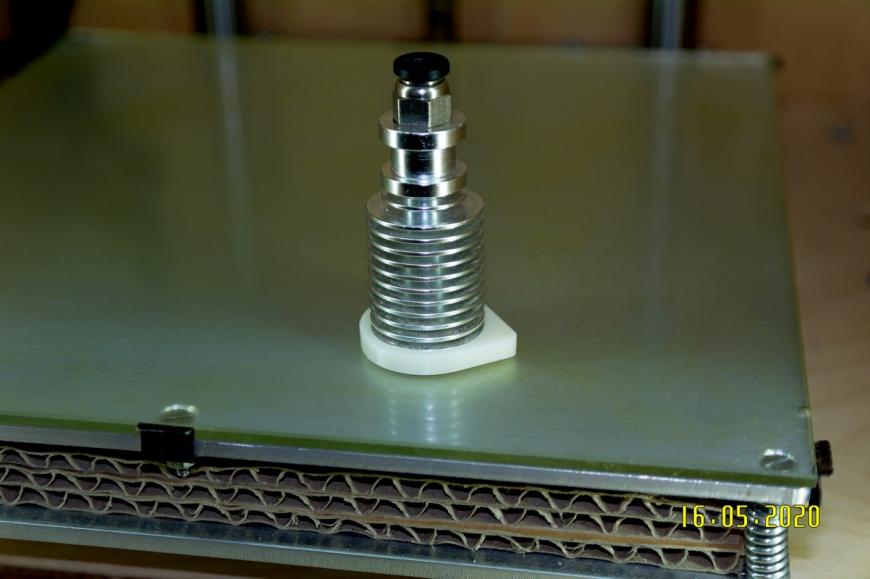
Также потребуется небольшая доработка радиатора для возможности сборки блока и свободной циркуляции ОЖ внутри корпуса: диаметр верхнего ребра следует уменьшить до 19мм, нижнее ребро оставить без изменения, остальные сточить до диаметра 13мм (у автора они убраны совсем).
В конструкции применены силиконовые трубки диаметром 6мм. В качестве ОЖ использована дистиллированная вода с небольшим добавлением спирта (за полтора года тестов вода чуть-чуть помутнела). Как поведут себя “фирменные” ОЖ в этой системе я не знаю. Нужно пробовать. О состоянии алюминиевого радиатора внутри корпуса на данный момент ничего сказать не могу, так как систему не разбирал и делать это в ближайшее время не планирую. Разве что буду менять охлаждающую жидкость. Советую предусмотреть краник для слива ОЖ. Я этого, увы, не сделал…
Тему насоса, радиатора охлаждения воды и пр. я не затрагиваю, так как здесь вариантов может быть масса. Отмечу лишь, что производительность насоса установленного на моем принтере и подключенного напрямую к 12V пока кажется мне избыточной, но так как я планировал ставить радиаторы охлаждения и на двигатели, то и насос брал с запасом.
Все выше написанное – результат практических опытов. Но как вы видите, система очень проста и на самом деле ничего сложного ни в подготовке, ни в печати деталей нет — главное, чтобы принтер изначально печатал более или менее качественно.
Сам переход на СВО занял у меня по времени чуть более часа. Все что потребовалось – это установить на каретку новый хотэнд, закрепить поворотный стакан сзади корпуса принтера, подключить шланги к заранее установленному насосу, подключить его разъем питания и заполнить систему ОЖ.
Есть небольшое видео работы принтера с СВО. Если будет интерес, то выложу на файлообменник.
Возможно, будет важным дополнением: у меня изначально были установлены подшипники типа igus и практически отсутствовали люфты на валах 6мм. Думаю, что с обычными линейными подшипниками кабель-канал раскачивал бы голову так, что о качественной печати можно было бы забыть.
Главное — я наконец-то получил тихую (фанерный ультик по-умолчанию тот еще “барабан Страдивари”) работу принтера, возможность нахлобучить на него сверху крышку исключающую сквозняки на столе и открыть, наконец, широко форточку или окно, дабы бы не дышать всем тем, что выделяет разогретый пластик при печати…
Повышение качества 3d печати с помощью охлаждения
 Итак, Вы уже проделали большой путь и собрали собственный 3d принтер. Настало время побороться за качество печати. В этой статье мы поговорим о том, для чего нужно охлаждение модели при печати, на что нужно обратить внимание при разработке системы охлаждения и как правильно подключить вентилятор с использованием микросхемы SevenSwitch и прошивки Teacup.
Итак, Вы уже проделали большой путь и собрали собственный 3d принтер. Настало время побороться за качество печати. В этой статье мы поговорим о том, для чего нужно охлаждение модели при печати, на что нужно обратить внимание при разработке системы охлаждения и как правильно подключить вентилятор с использованием микросхемы SevenSwitch и прошивки Teacup.
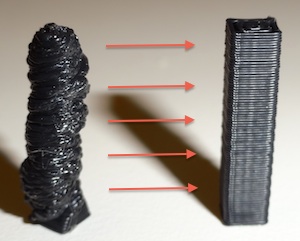
При печати пластик разогревается до температуры плавления и выдавливается через сопло печатающей головки. При этом головка буквально разглаживает верхний слой по модели. Если размеры этого слоя маленькие по сравнению с размерами самой головки, то головка постоянно находится над распечатываемой поверхностью. Это приводит к тому что уже уложенный пластик начинает плавиться и портить модель. Для решения этой проблемы используется охлаждение.
 Самый простой способ организовать охлаждение — программный. Он не требует абсолютно никаких изменений в принтере. Идея состоит в том, чтобы при распечатке слоев с маленькими размерами на время отводить печатающую головку в сторону, чтобы дать модели остыть. В Skeinforge есть настройки позволяющие добиться такого поведения. В других слайсерах (например, Slic3r) таких настроек пока нет, поэтому можно просто добавить небольшой дополнительный объект для печати которого принтеру придется отводить головку на достаточное расстояние.
Самый простой способ организовать охлаждение — программный. Он не требует абсолютно никаких изменений в принтере. Идея состоит в том, чтобы при распечатке слоев с маленькими размерами на время отводить печатающую головку в сторону, чтобы дать модели остыть. В Skeinforge есть настройки позволяющие добиться такого поведения. В других слайсерах (например, Slic3r) таких настроек пока нет, поэтому можно просто добавить небольшой дополнительный объект для печати которого принтеру придется отводить головку на достаточное расстояние.
К сожалению, программного охлаждения часто бывает недостаточно, поэтому большинство продвинутых 3d принтеров имеют специальный вентилятор который охлаждает распечатываемую модель. Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее.
- Во-первых, если вентилятор будет дуть прямиком на нагреватель печатающей головки, то это может привести к тому что нагреватель перестанет справляться с нагревом пластика и в самый ответственный момент температура может стать не достаточно высокой для печати. Поэтому при выборе готового или изготовлении собственного воздуховода старайтесь избежать сильного прямого обдува нагревателя и сопла. Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему.
- Во-вторых, если вентилятор будет сильно дуть на разогретый стол 3d принтера, то это может привести к тому что модель будет плохо прилипать и/или отрываться в процессе печати. Для решения этой проблемы следует отключить охлаждение при печати нескольких первых слоев модели, а также с умом выбирать вентилятор. Больше в этом случае не означает лучше. Если модель имеет небольшое основание, можно улучшить её прилипание за счет генерации краев (модуль skirt в skeinforge и параметр brim в slic3r).
- В-третьих, аэродинамика — сложная штука. Иногда визуально идеальные и логичные модели воздуховодов не работают на практике. Поэтому перед установкой на принтер протестируйте, что поток воздуха идет так как это запланировано. В идеальном варианте он должен хорошо обдувать пластик выходящий из сопла, но не задевать само сопло.

Устанавливать вентилятор можно прямо на печатающей каретке или на каркасе принтера и подводить воздух к каретке по гибкому шлангу. Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций.
У меня установлена каретка Грега с креплениями для двух вентиляторов. Я не сумел найти подходящей модели воздуховода на thingiverse и решил изготовить её самостоятельно. Для начала я сделал простые воздуховоды, которые перенаправляют поток вниз. Этот дизайн не претендует на идеальность, он просто позволил мне не изобретать крепление вентилятора к моей каретке. Думаю неплохо должен работать такой и такой вариант.
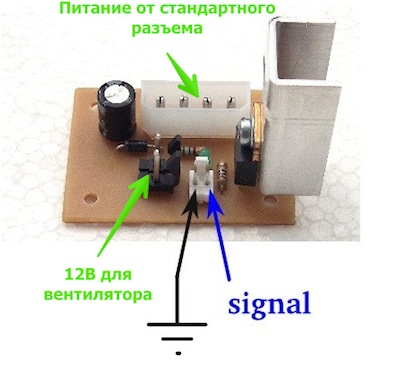
Теперь поговорим о подключении вентилятора. Возможно в вашей электронике управление вентилятором уже предусмотрено. Тогда Вы можете просто вставить разъем в нужное место. Если нет, то Вам потребуется использовать микросхему SevenSwitch, процесс изготовления которой и список необходимых деталей подробно описан в RepRap Wiki. Если Вы не умеете делать печатные платы, то можно просто спаять все при помощи навесного монтажа.Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
 Дальше речь пойдет о подключении SevenSwitch к электронике Gen7 с микроконтроллером ATMEGA1264P-PU на прошивке Teacup. Поэтому можете не читать, если у Вас другая комбинация прошивки и электроники.
Дальше речь пойдет о подключении SevenSwitch к электронике Gen7 с микроконтроллером ATMEGA1264P-PU на прошивке Teacup. Поэтому можете не читать, если у Вас другая комбинация прошивки и электроники.
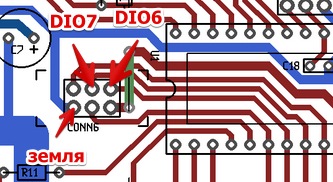
На электронике Gen7 удобно использовать ISP разъем, который отмечен CONN6 на схеме платы. Все просто: массу к массе, управляющая нога на выход DIO6 или DIO7. При использовании микроконтроллера ATMEGA1264P на обоих этих ногах можно использовать ШИМ. Я выбрал DIO7.
Настраиваем прошивку. Для этого прописываем еще один «нагреватель» в config.h. Нужно добавить строки выделенные жирным:
// name port pwm
DEFINE_HEATER(extruder, DIO4, 1)
DEFINE_HEATER(bed, DIO3, 1)
DEFINE_HEATER(fan, DIO7, 1)
#define HEATER_EXTRUDER HEATER_extruder
#define HEATER_BED HEATER_bed
#define HEATER_FAN HEATER_fan
Teacup использует общий h файл, для ATMEGA644P и ATMEGA1264P. У 644-й меги на ногах DIO6 и DIO7 ШИМ нет, а у 1264 есть. Поэтому прописываем адреса регистров ШИМ для ATMEGA1264P. В файле arduino_644.h меняем:
#define DIO6_PWM NULL
#define DIO7_PWM NULL
на:
#define DIO6_PWM &OCR3AL
#define DIO7_PWM &OCR3BL
Чтобы протестировать работу вентилятора подключитесь к принтеру при помощи Pronterface или другой программы, которая позволяет вручную посылать команды принтеру и последовательно отправьте:
M106 S255 // включить вентилятор на полную мощность
M106 S128 // убавить скорость
M106 S0 // выключить вентилятор
Если вы перепутаете полярность при подключении вентилятора, то он не будет крутиться. Поэтому если вентилятор не заработал попробуете поменять провода питания местами.
Следует упомянуть, что про подключение вентилятора к Gen7 уже есть отличная статья с картинками на французском, но в ней не написано про изменения в прошивке для работы ШИМ, поэтому я продублировал здесь часть описания.
Ну вот, самое сложное позади осталось включить управление вентилятором в вашем любимом слайсере моделей и все готово. За детальным описанием того, как это сделать я отправлю Вас к документации на Ваш слайсер.